
 pour la croissance des cristaux SiC")










QR Code

À propos de nous
Des produits
Contactez-nous

Téléphone

Fax
+86-579-87223657

E-mail

Adresse
Route Wangda, rue Ziyang, comté de Wuyi, ville de Jinhua, province du Zhejiang, Chine


Introduction
Le SIC est supérieur à SI dans de nombreuses applications en raison de ses propriétés électroniques supérieures telles que la stabilité à haute température, la bande interdite large, la résistance au champ électrique de dégradation élevée et la conductivité thermique élevée. Aujourd'hui, la disponibilité des systèmes de traction des véhicules électriques est considérablement améliorée en raison des vitesses de commutation plus élevées, des températures de fonctionnement plus élevées et de la résistance thermique plus faible des transistors à effet de champ semi-conducteur d'oxyde de métal SIC (MOSFET). Le marché des dispositifs d'alimentation basés sur SIC s'est développé très rapidement au cours des dernières années; Par conséquent, la demande de matériaux SIC de haute qualité, sans défaut et uniformes a augmenté.
Au cours des dernières décennies, les fournisseurs de substrats 4H-SIC ont pu faire évoluer des diamètres de plaque de 2 pouces à 150 mm (en maintenant la même qualité de cristal). Aujourd'hui, la taille de plaquette traditionnelle pour les appareils SIC est de 150 mm, et afin de réduire le coût de production par unité de dispositif, certains fabricants d'appareils sont aux premiers stades de l'établissement de 200 mm FAB. Pour atteindre cet objectif, en plus de la nécessité de plaquettes SIC de 200 mm disponibles dans le commerce, la capacité d'effectuer une épitaxy SIC uniforme est également très souhaitée. Par conséquent, après avoir obtenu des substrats SIC 200 mm de bonne qualité, le prochain défi sera d'effectuer une croissance épitaxiale de haute qualité sur ces substrats. LPE a conçu et construit un réacteur CVD à paroi chaude monocristallière horizontale entièrement automatisé (nommé PE1O8) équipé d'un système d'implantation à zones multiples capable de traiter jusqu'à 200 mm de substrats sic. Ici, nous rapportons ses performances sur une épitaxie de 150 mm 4H-SIC ainsi que des résultats préliminaires sur des épiwafers de 200 mm.
Résultats et discussion
PE1O8 est un système cassette à cassette entièrement automatisé conçu pour traiter des tranches SiC jusqu'à 200 mm. Le format peut être commuté entre 150 et 200 mm, minimisant ainsi les temps d'arrêt des outils. La réduction des étapes de chauffage augmente la productivité, tandis que l'automatisation réduit la main d'œuvre et améliore la qualité et la répétabilité. Pour garantir un processus d'épitaxie efficace et compétitif, trois facteurs principaux sont pris en compte : 1) un processus rapide, 2) une uniformité élevée de l'épaisseur et du dopage, 3) une formation de défauts minimisée pendant le processus d'épitaxie. Dans le PE1O8, la petite masse de graphite et le système de chargement/déchargement automatisé permettent de réaliser une analyse standard en moins de 75 minutes (une recette de diode Schottky standard de 10 μm utilise un taux de croissance de 30 μm/h). Le système automatisé permet le chargement/déchargement à haute température. En conséquence, les temps de chauffage et de refroidissement sont courts, tout en supprimant déjà l'étape de cuisson. De telles conditions idéales permettent la croissance de matériaux véritablement non dopés.
La compacité de l'équipement et de son système d'injection à trois canaux se traduit par un système polyvalent avec des performances élevées en dopage et en uniformité d'épaisseur. Ceci a été effectué à l'aide de simulations de dynamique de fluide (CFD) pour assurer un débit de gaz et une uniformité de température comparables pour les formats de substrat de 150 mm et 200 mM. Comme le montre la figure 1, ce nouveau système d'injection fournit un gaz uniformément dans les parties centrales et latérales de la chambre de dépôt. Le système de mélange de gaz permet la variation de la chimie du gaz distribuée localement, augmentant davantage le nombre de paramètres de processus réglables pour optimiser la croissance épitaxiale.
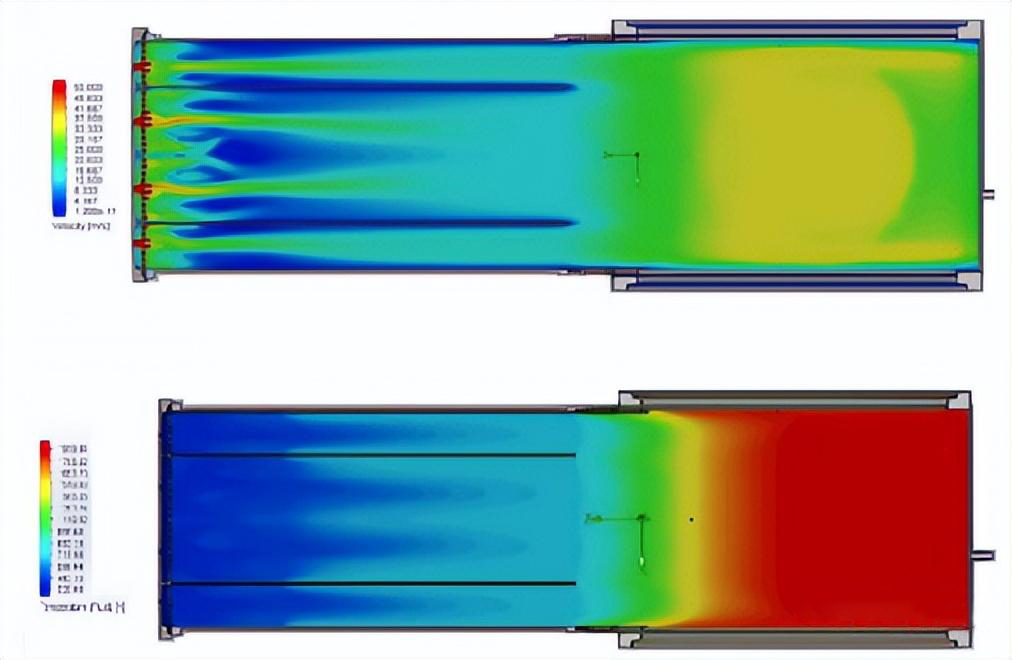
Figure 1 Magnitude de vitesse du gaz simulée (haut) et température du gaz (en bas) dans la chambre de processus PE1O8 dans un plan situé à 10 mm au-dessus du substrat.
Les autres fonctionnalités incluent un système de rotation des gaz amélioré qui utilise un algorithme de contrôle par rétroaction pour lisser les performances et mesurer directement la vitesse de rotation, ainsi qu'une nouvelle génération de PID pour le contrôle de la température. Paramètres du processus d'épitaxie. Un procédé de croissance épitaxiale de 4H-SiC de type n a été développé dans une chambre prototype. Le trichlorosilane et l'éthylène ont été utilisés comme précurseurs des atomes de silicium et de carbone ; H2 a été utilisé comme gaz porteur et l’azote a été utilisé pour le dopage de type N. Des substrats SiC commerciaux de 150 mm à face Si et des substrats SiC de 200 mm de qualité recherche ont été utilisés pour développer des épicouches de 4H-SiC dopées au n de 6,5 µm d'épaisseur, 1 × 1016 cm-3. La surface du substrat a été gravée in situ en utilisant un flux de H2 à température élevée. Après cette étape de gravure, une couche tampon de type n a été développée en utilisant un faible taux de croissance et un faible rapport C/Si pour préparer une couche de lissage. Au-dessus de cette couche tampon, une couche active avec un taux de croissance élevé (30 µm/h) a été déposée en utilisant un rapport C/Si plus élevé. Le procédé développé a ensuite été transféré dans un réacteur PE1O8 installé dans l'usine suédoise de ST. Des paramètres de processus et une distribution de gaz similaires ont été utilisés pour des échantillons de 150 mm et 200 mm. Le réglage fin des paramètres de croissance a été reporté à des études futures en raison du nombre limité de substrats de 200 mm disponibles.
L'épaisseur apparente et les performances de dopage des échantillons ont été évaluées respectivement par sonde à mercure FTIR et CV. La morphologie de la surface a été étudiée par microscopie à contraste interférentiel différentiel Nomarski (NDIC) et la densité des défauts des épicouches a été mesurée par Candela. Résultats préliminaires. Les résultats préliminaires du dopage et de l'uniformité de l'épaisseur d'échantillons épitaxiés de 150 mm et 200 mm traités dans la chambre prototype sont présentés à la figure 2. Les épicouches se sont développées uniformément le long de la surface des substrats de 150 mm et 200 mm, avec des variations d'épaisseur (σ/moyenne). ) aussi faibles que 0,4 % et 1,4 %, respectivement, et des variations de dopage (moyenne σ) aussi faibles que 1,1 % et 5,6%. Les valeurs de dopage intrinsèques étaient d'environ 1 × 1014 cm-3.
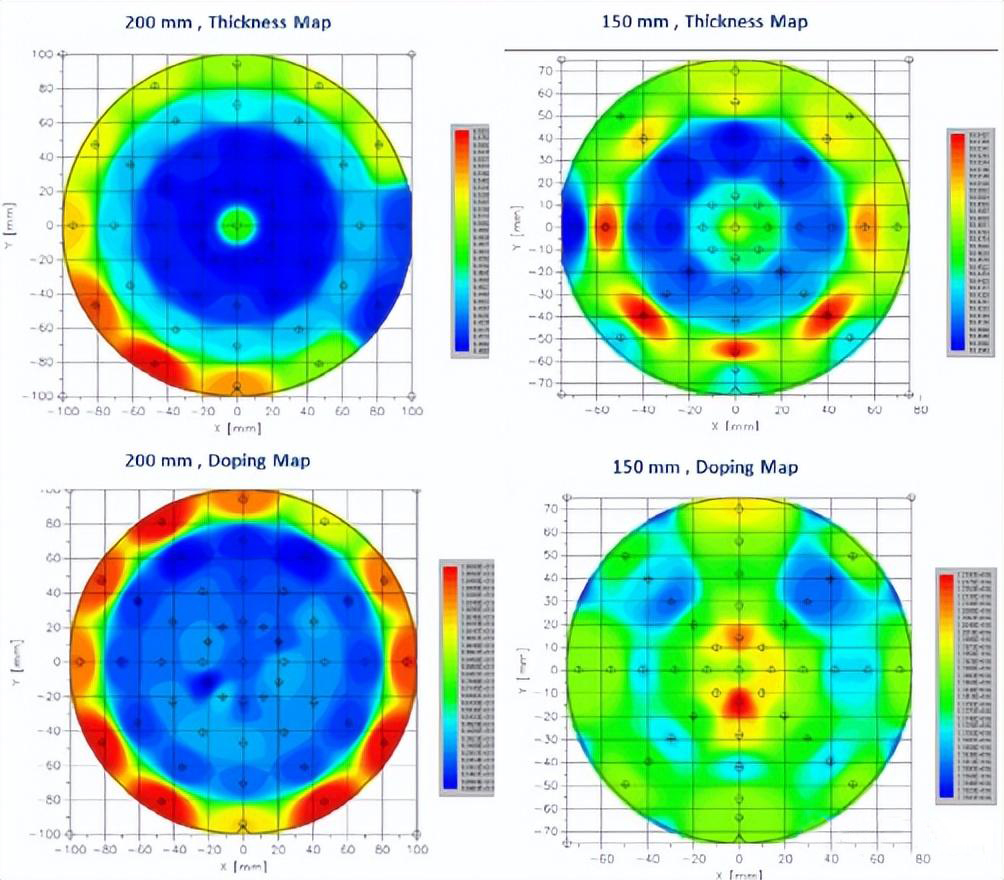
Figure 2 Profils d'épaisseur et de dopage des épiwafers de 200 mm et 150 mm.
La répétabilité du processus a été étudiée en comparant les variations d'un passage à l'autre, aboutissant à des variations d'épaisseur aussi faibles que 0,7 % et des variations de dopage aussi faibles que 3,1 %. Comme le montre la figure 3, les résultats du nouveau procédé 200 mm sont comparables aux résultats de pointe précédemment obtenus sur 150 mm par un réacteur PE1O6.
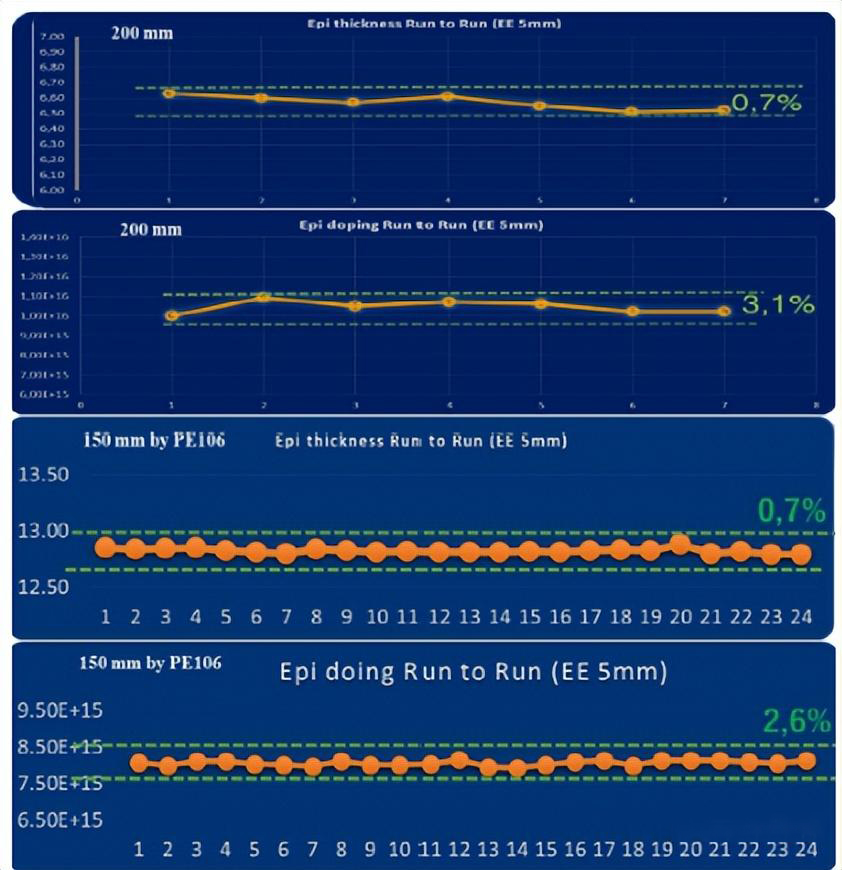
Figure 3 Épaisseur couche par couche et uniformité du dopage d'un échantillon de 200 mm traité par une chambre prototype (en haut) et d'un échantillon de pointe de 150 mm fabriqué par PE1O6 (en bas).
Concernant la morphologie de surface des échantillons, la microscopie NDIC a confirmé une surface lisse avec une rugosité inférieure à la plage détectable du microscope. Résultats PE1O8. Le procédé a ensuite été transféré dans un réacteur PE1O8. L'épaisseur et l'uniformité du dopage des épiwafers de 200 mm sont illustrées à la figure 4. Les épicouches se développent uniformément le long de la surface du substrat avec des variations d'épaisseur et de dopage (σ/moyenne) aussi faibles que 2,1 % et 3,3 %, respectivement.
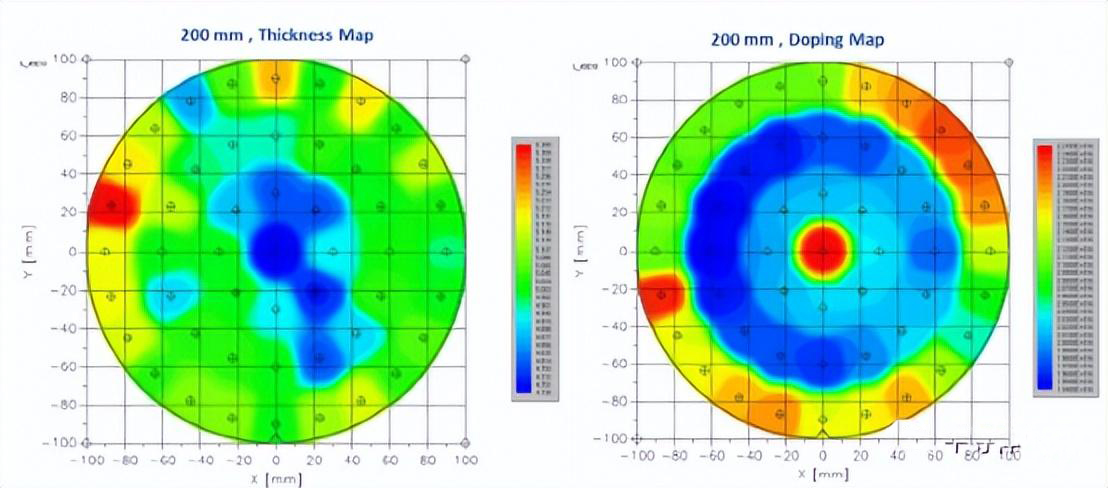
Figure 4 Épaisseur et profil de dopage d'une épiwafer de 200 mm dans un réacteur PE1O8.
Pour étudier la densité de défauts des tranches épitaxiées, la candela a été utilisée. Comme le montre la figure. Des densités totales de défauts de 5 aussi faibles que 1,43 cm-2 et 3,06 cm-2 ont été obtenues sur les échantillons de 150 mm et 200 mm, respectivement. La surface totale disponible (TUA) après épitaxie a donc été calculée à 97 % et 92 % pour les échantillons de 150 mm et 200 mm, respectivement. Il convient de mentionner que ces résultats n’ont été obtenus qu’après quelques essais et peuvent être encore améliorés en ajustant les paramètres du processus.
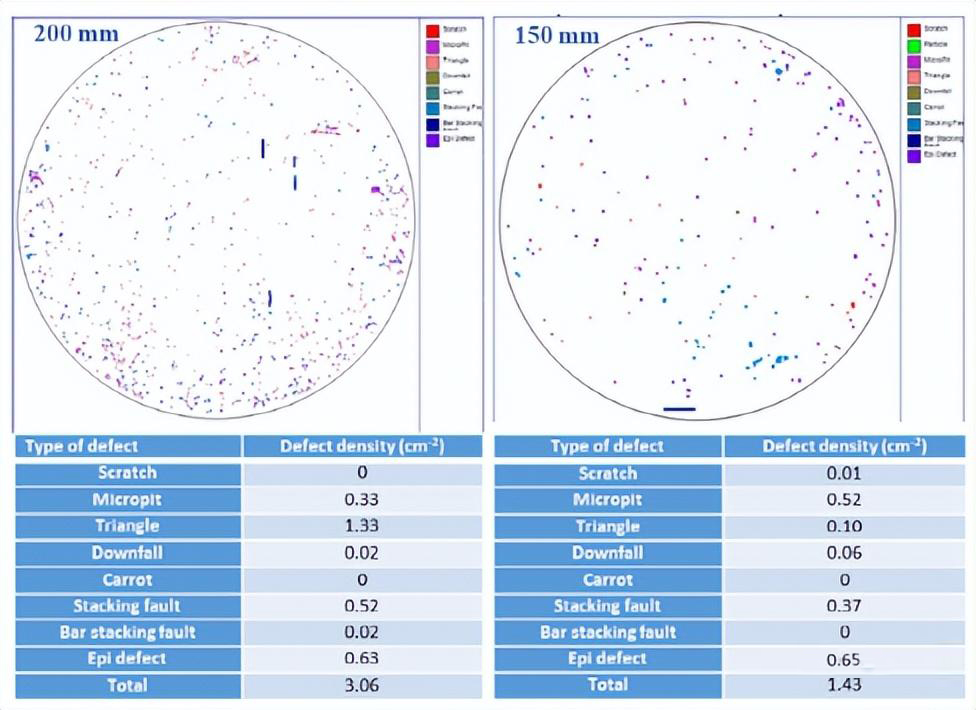
Figure 5 Cartes de défauts Candela de plaques épiwafers de 6 μm d'épaisseur de 200 mm (à gauche) et 150 mm (à droite) cultivées avec du PE1O8.
Conclusion
Cet article présente le nouveau réacteur CVD à paroi chaude PE1O8 et sa capacité à effectuer une épitaxy uniforme 4H-SIC sur des substrats de 200 mm. Les résultats préliminaires sur 200 mm sont très prometteurs, avec des variations d'épaisseur aussi faibles que 2,1% sur la surface de l'échantillon et des variations de performances de dopage aussi faibles que 3,3% sur la surface de l'échantillon. Le TUA après épitaxie a été calculé à 97% et 92% pour les échantillons de 150 mm et 200 mm, respectivement, et le TUA pour 200 mm devrait s'améliorer à l'avenir avec une qualité de substrat plus élevée. Étant donné que les résultats des substrats de 200 mm rapportés ici sont basés sur quelques ensembles de tests, nous pensons qu'il sera possible d'améliorer encore les résultats, qui sont déjà proches des résultats de pointe sur des échantillons de 150 mm, par affliger les paramètres de croissance.
+86-579-87223657
Route Wangda, rue Ziyang, comté de Wuyi, ville de Jinhua, province du Zhejiang, Chine